Less dependence on scarce labour and a future-proofed production line
It is a challenge when production is dependent on the right employees being present and able to fine-tune the machines: If processes and documentation are lacking, then production is vulnerable, both in the short and long term.
One of kaastrup|andersen's customers, a large production company, experiences that in some of their factories they are very dependent on highly specialized employees. The competent and experienced employees are able to adapt and fine-tune production machines and processes so that the desired quality is achieved. The company wants to avoid this dependency on the highly specialised and scarce employees by standardizing, automating, and documenting both processes, products and machinery, so that production becomes more stable and future-proof. At the same time, an optimized factory will perform as a 'template' when the company builds and puts new factories into operation.
Read the case study about how the company conducts data driven optimization by using Lean methods and how the process of designing an optimised factory looks.
Do you want to know more?

Challenge
One of kaastrup|andersen’s clients, a major manufacturing company, is establishing a new factory. The goal is that the factory is as efficient as possible and that it can function as a ‘template’ for future factories, both in relation to physical layout, but to a large extent also in relation to work processes, both human and automatic. The overall goals for the optimization project are:
- to ensure that the company’s products always have exactly the same characteristics
- that the production time is drastically reduced (from 5.5 to 2 weeks)
- to make it easy to build and commission new factories
- to automate many more processes and ensure that they are data-driven, so that the company is not dependent on being able to find and employ highly specialized labour
When the company took a closer look at the factory that will form the basis for the new plant and thus future factories, it became clear that work needed to be done, optimising data acquisition, measurement, documentation, and processes. One of the challenges was that the highly specialized toolmakers, who handled the production of the many types of products in small production quantities, often adjusted the production process or machines along the way or even refined the finished products manually using their experience with the machines and production equipment. In practice, this meant that the production process for many of the products was partly manual, required a high level of knowledge and experience and that there was no documentation for neither process nor product. It was also evident that any problems with the production machines were often overlooked, because the specialists simply compensated for small irregularities with their undocumented manual fine-tuning.
Solution
The first step on the road to a solution was data collection. During the previous year, the company had already collected data from the production machines and thus created a comprehensive collection of data, which was documented in a text file, saved locally at the employee who had handled the collection. The amount of data was extensive, covering 12 produced items, which were the subjects of the analysis. The text-based data was transferred to Excel and operationalised in the form of graphs showing the measurements of the items produced in relation to the specified tolerances. Below is the graph for six items, showing the variations in the measurements on items produced in the same way, in relation to the upper and lower tolerance and as well as the nominal measure (blue line).
[caption id="attachment_5951" align="alignnone" width="600"]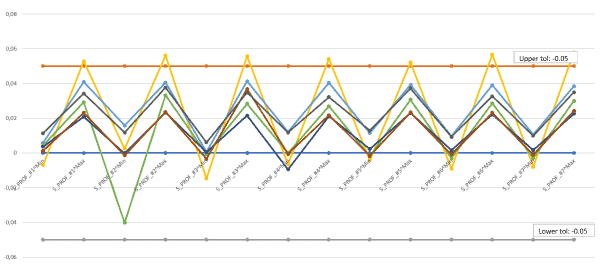 Målinger[/caption]
Målinger[/caption]
The next step was an in-depth root cause analysis of the data. The measurement data is also supplemented by comments and experiences, which were added in text form when/if something went wrong during the manufacturing process. The analysis took place in a workshop with a number of key stakeholders: two toolmakers, a surveying/quality assurance operator, and a Technology Manager. Each manufacturing process was analysed using two Lean methods: Fishbone and 5 x why.
The root cause analysis led to many suggestions as to what caused the different errors: For example, that the fixture which holds the item during the production process, did not have the right characteristics. Among other things, the root cause analysis also focused on whether the adopted tolerances made sense - and were optimal for the given item. The production machines were also a relevant topic, because in some cases a pattern emerged that the machines gradually became more inaccurate, the longer it had been since their most recent service check.
All in all, the project conducted a thorough review and analysis of both data and processes based on Lean principles and methods, so that the further basis for changes and improvements rests on a well-worked and exhaustive data basis.
Result
The extensive data processing and analysis work has led to a list of required actions and tasks, which are arranged in order of priority. The list includes diverse tasks, including:
- Replacement / adjustment of fixtures falling outside the specifications
- Alignment of production machines
- Mapping and mitigation of tool wear
- Cleaning during and between processes
- Tolerance optimization
- Update of control programs
- Measurement System Analysis (MSA) on Coordinate Measure Machine (CMM measuring machine)
- Process changes, including the description and implementation of Standard Operating Procedures (SOPs)
- More focus and faster action, when the measurements changes in the form of a visual representation, which is continuously updated as data is harvested
The project constitutes the first step out of three in an overall project. The next step focuses on the fixtures that hold the items during machining in the various processes of production. Then the work processes that take place in the actual production (shop floor management) are up for re-work; one of the goals here is to establish a Lean Board in the production area. At the conclusion of the project, the company has a complete template for how a factory works best.
kaastrup|andersen took care of the project management of data collection and analysis and continues with the next step (analysis of fixtures) in the overall project.
Is your production efficient, robust and future-proof - or are you also (too) dependent on highly specialized labour? Our experience is that there is always potential for optimizing production processes through structured collection and analysis of production data.
Give Lars Glowienka a call on +45 70 27 77 19 or send an email to lgl@kaastrupandersen.dk, so that we, together with you, can look at how analysis and concrete measures can strengthen your production.
Do you want to know more?